InnoVent Technology LLC is a USA based technology company established in 2020, providing Industrial AI solutions, Process Technology Licensing, and Engineering services, in chemical, oil & gas and renewable industries. Experienced executives with 25+ years of energy and chemical industry experience.
Operations in Houston-USA, Pune-India, and Monterrey-Mexico.
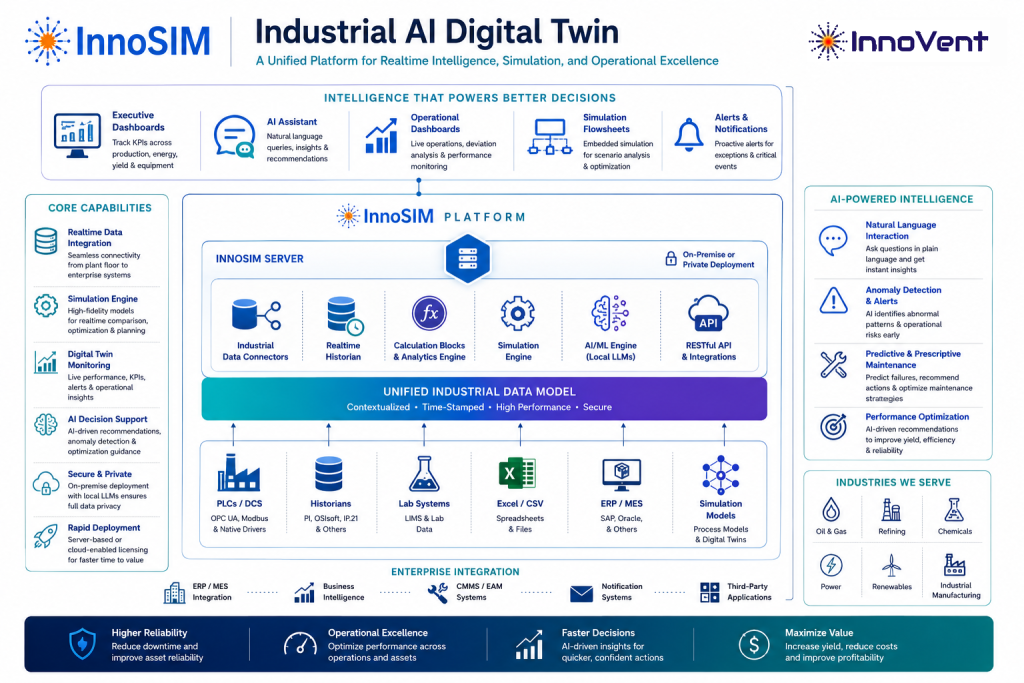
InnoSIM Industrial AI
Unified platform for process data historian, AI enabled digital twin asset monitoring, and process modeling.
Process Technology Licensing and Engineering
Process Technology Portfolio: Process engineering and technology licensing for bioethanol, Conceptual and feasibility studies, basic and detailed engineering and process safety studies.